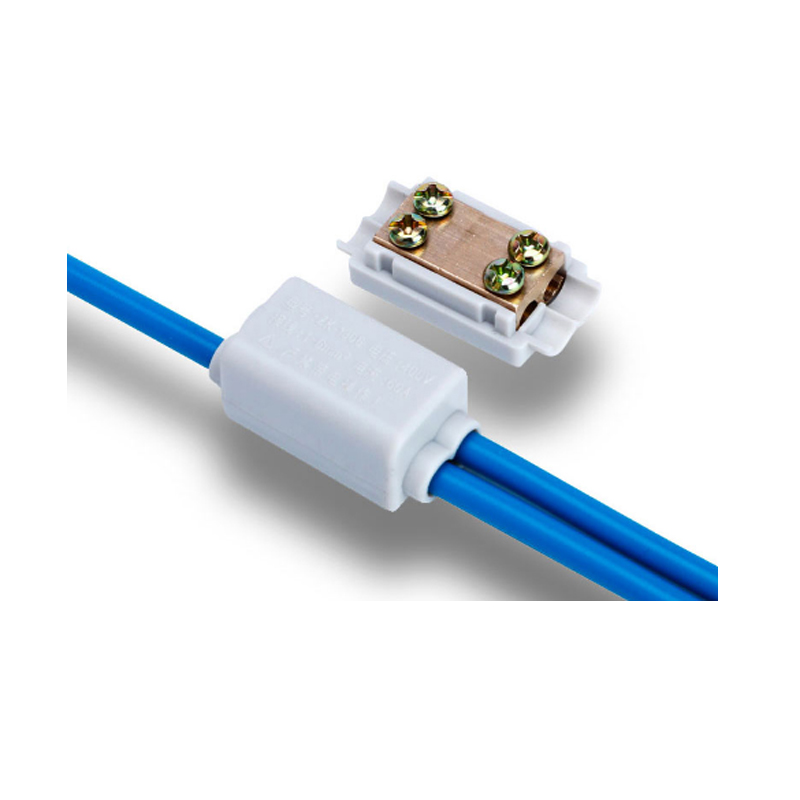
Что такое быстрый соединитель проводов?
Соединительные клеммы, как разъемы, то есть соединительные разъемы, являются важной частью электротехнической промышленности и играют незаменимую и незаменимую роль. Поскольку инженеры и техники начинают с проверки интерфейса, то есть клейма, конструкция клеммы особенно важна при ремонте.
Дизайн продукта - это комплексный дизайн, который объединяет стандарты продукции, материалы, конструкции, гальваническое покрытие, сертификацию, пресс - формы и производственный процесс, и терминал не является исключением.
(1) Стандарты продукции имеют общие руководящие принципы, основанные почти на всех соображениях. Наши стандарты проектирования терминалов сначала основаны на UL и CSA, но некоторые электрические параметры также могут основываться на других стандартах, таких как высокотемпературные тесты.
(2) Выбор материала напрямую влияет на производительность всего продукта и является ключом к дизайну. Возьмем, к примеру, пластмассовые материалы: если конструкция антипиренов на основе UL94 и V - 0, то необходимо тщательно изучить, соответствуют ли технические параметры каждой таблицы свойств материала стандартам продукта, например, могут ли они пройти испытания на ударное напряжение и старение. В основном TP, это особенно важно, потому что этот пресс должен не только соответствовать определенной электропроводности (тока), но и иметь определенную эластичность, что создает трудности для наших инженеров в выборе материалов, что является тенденцией, которую преследуют производители разъемов в отношении эластичных компонентов, и многие производители аппаратных материалов работают в этом направлении, Проводимость напрямую влияет на повышение температуры и контактное сопротивление. Упругость связана с химическими элементами материала, модулем упругости, твердостью и прочностью на растяжение. Модуль упругости рассчитывается по формуле теории четвертой прочности механики материала. Чем больше электропроводность материала, тем меньше контактное сопротивление, тем ниже температура. Связь между силой блокировки и контактным сопротивлением является кривой второго порядка. Контактное сопротивление в основном делится на сопротивление сжатия, тонкопленочное сопротивление и объемное сопротивление (сопротивление самого проводника). Среди них тонкопленочное сопротивление составляет 70 - 80% от общего сопротивления, но также является основным фактором, влияющим на срок службы разъема. Мы должны быть полностью осторожны. По сравнению с позолоченным и серебряным покрытием, серебро, хотя электропроводность выше, чем золото, но его химическая стабильность не так хороша, как золото, в результате чего тонкопленочное сопротивление намного больше, чем позолоченное. Поэтому понимание взаимосвязи между этими двумя имеет руководящее значение для нашего выбора материалов и является предпосылкой для проектирования продукта.
(3) Дизайн структуры продукта также важен, полностью опытный, нет коротких путей, чтобы идти. В этой связи каждая серия имеет свои особенности, такие как анти - падение винта, дуга до и после сращивания продукта, деформация длинных пальцев, деформация усадки, вызванная неравномерной толщиной стенки и т. Д. Защита винта от падения в основном включает в себя следующие аспекты: три стержня от падения, хомут от падения и шея от падения, Из - за влияния технологического процесса шея используется мало, но в основном используется. Вышеупомянутая конструкция была реализована на основе пластмассовых материалов PA66. Здесь необходимо объяснить защиту шеи от падения. В качестве примера возьмем винт m3, фактический внешний диаметр винта m3 составляет Фи 2,90 мм, поэтому размер шейки оболочки спроектирован следующим образом: Фи 2,5 - Фи 2,6. Толщина шейки оболочки должна составлять 0,4 - 0,5 мм, а под головкой винта должен быть гладкий стержень меньше шейки оболочки, чтобы убедиться, что винт может быть успешно завинчен в резьбу. Производственный процесс также должен быть соответствующим образом скорректирован. Ниже приведены статистические данные и решения различных проблем, связанных со структурой продукции.
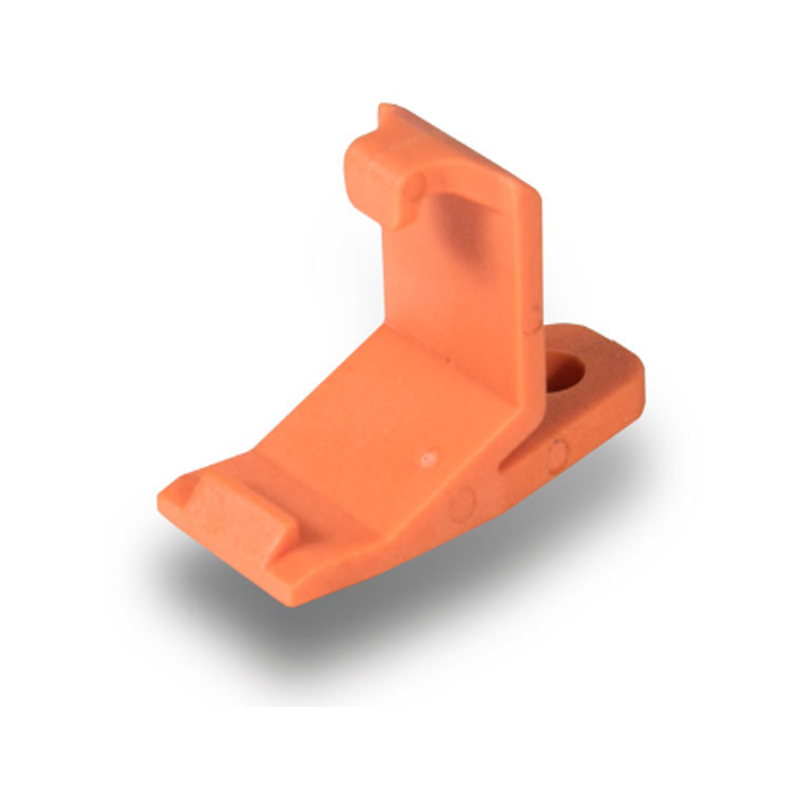
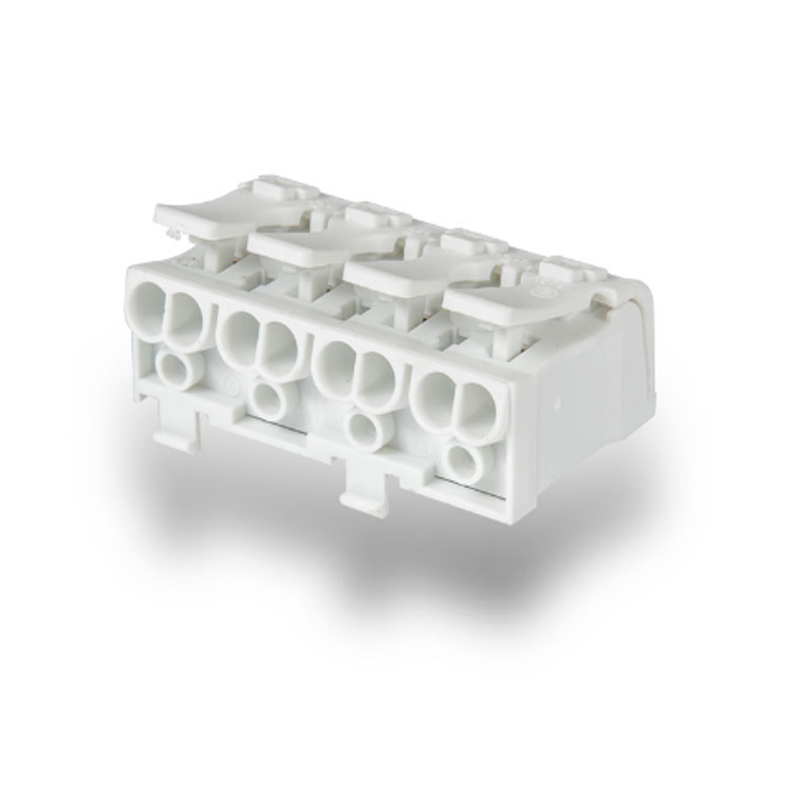
1. Основной причиной деформации длинных пальцев портфеля соединительных продуктов является нерациональная структура, которая приводит к дисбалансу между двумя соединенными соколами до и после, вверх и вниз, влево и вправо. Как показано на рисунке, при проектировании конструкции следует учитывать напряжение и направление деформации спаренного сокола.
В этой связи я рекомендую использовать шею, чтобы предотвратить падение винта, так как он избегает проблем, связанных с точностью допуска винта гладкого стержня и обруча по сравнению с обручами. Кроме того, структура надежна, допуски легко контролировать.
В соответствии со стандартом резьбового покрытия компании 2012 года, есть два способа решения проблемы испытания солевого тумана после гальванического покрытия винтов и резьбовой стали (покрытие ограничено, но соответствующая толщина покрытия резьбы должна быть дополнительно определена). При нормальном процессе гальванизации есть два способа: выбрать правильный герметик и использовать покрытие для многократного гальванического покрытия. Оба метода предназначены для покрытия отверстий, которые не видны невооруженным глазом. Затраты на многократное гальваническое покрытие высоки, поэтому рекомендуется первый метод, и ключом к этому методу является изучение формулы герметика.
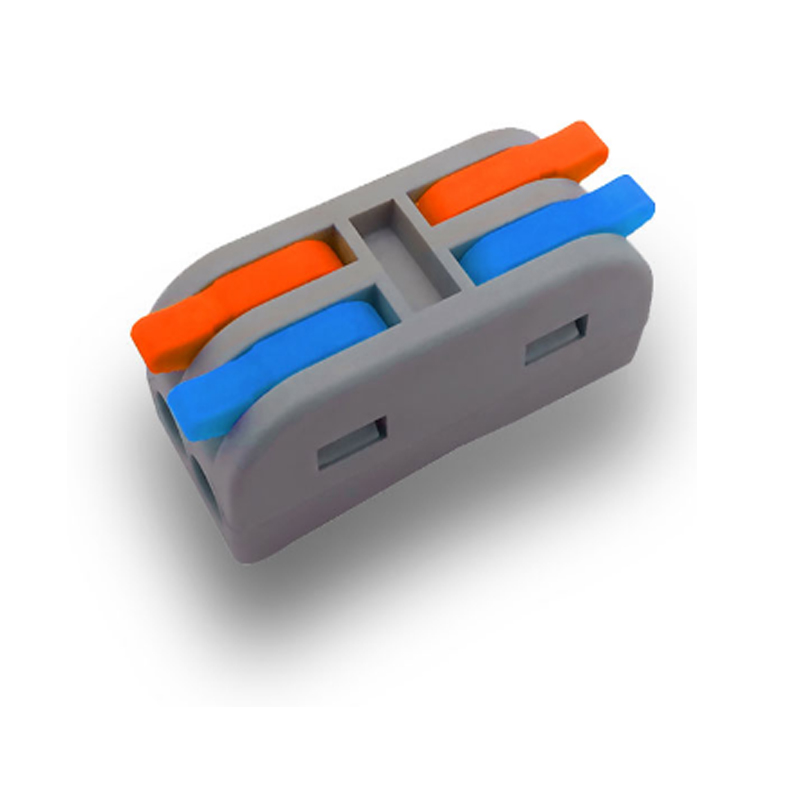
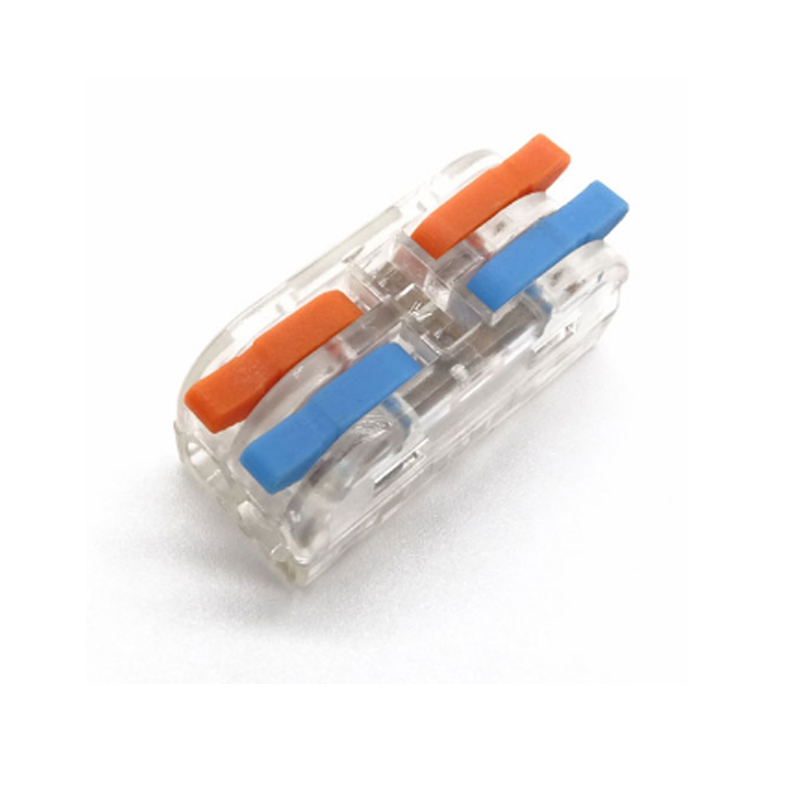
4. Вопрос о вставке связан со многими элементами. Он охватывает материальную, гальваническую, конструкционную и прикладную промышленность. Это важное требование к механическим характеристикам в индустрии разъемов, особенно для вставных зажимов. Что касается силы вставки, то выбор материала ограничен электропроводностью (током), контактным сопротивлением и повышением температуры. Подробностей здесь больше нет. Электрическое покрытие в основном зависит от типа покрытия и от того, было ли оно предварительно покрыто.
В целом, при тех же материалах и конструкциях сила вставки предварительно покрытой пластины более стабильна, чем первая штамповка, а затем гальваническая пластина, потому что во время заднего гальванического покрытия аппаратный материал фактически затвердевает, и первая штамповка просто устраняет это явление. Что касается конструкции, то основное внимание уделяется контакту между нажимной пластиной и направляющей иглой. Контакт между направляющей иглой и нажимной пластиной в основном является линейным контактом, который приводит к внезапной большой вставке в момент сотрудничества, а затем внезапно уменьшается, создавая очень нестабильное чувство для клиента во время использования, влияя на его срок службы. Если контакт нажимной пластины с направляющей иглой будет изменен с конструкции на поверхностный контакт, это не только решит проблему вставки, но и уменьшит контактное сопротивление и повышение температуры.
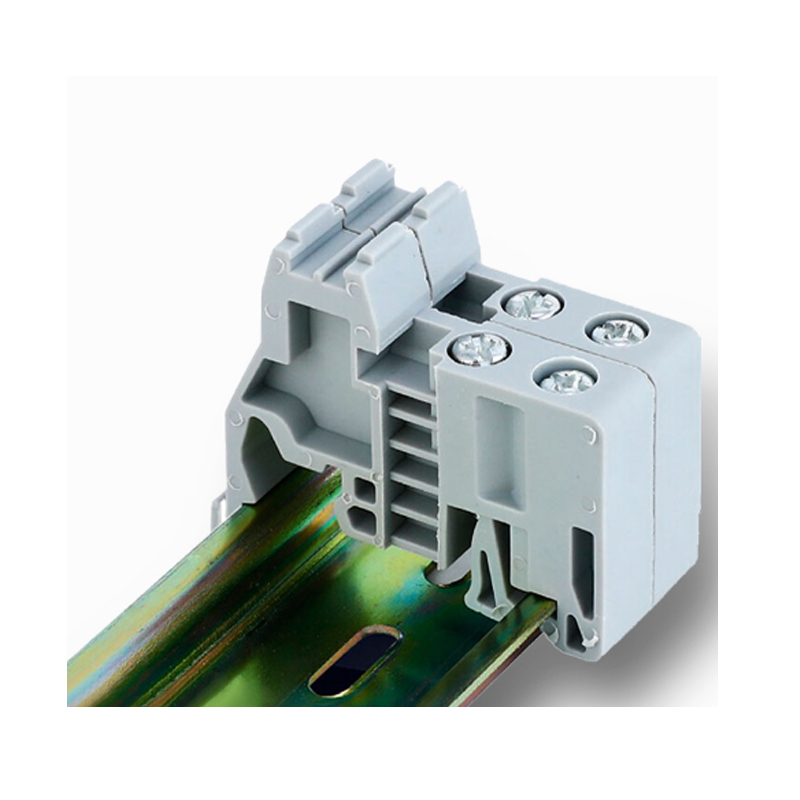
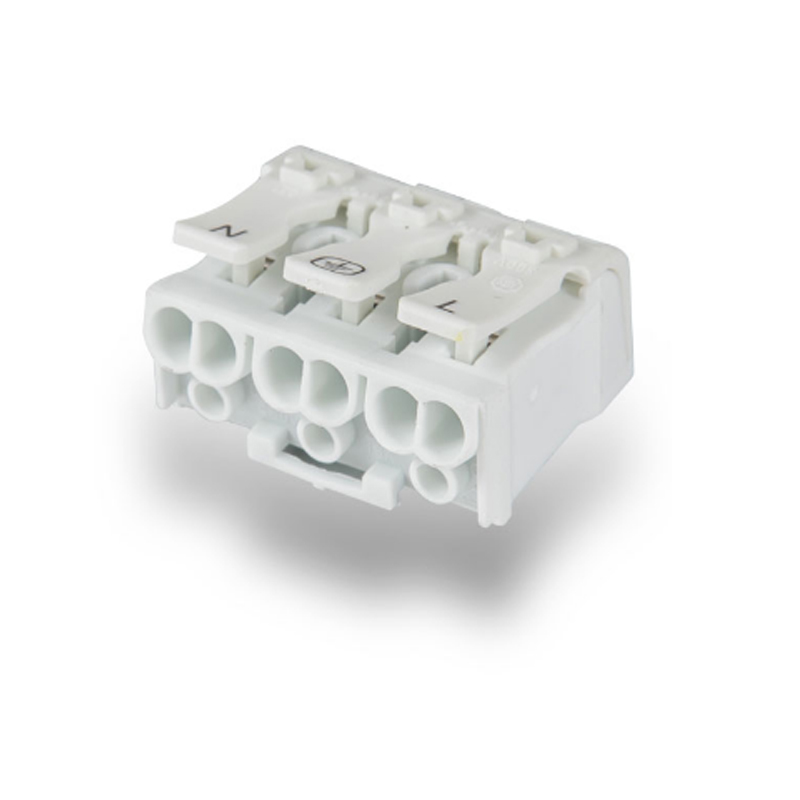
(4) Применение продукции: в основном используется для освещения, связи, безопасности и других отраслей промышленности. Индустрия приложений для подключаемых терминалов является наиболее обширной, таких как преобразование частоты, борьба с беспорядками, панели ЧПУ, контроллеры доступа, датчики, PLC, приборы, питание и сервопривод. Общим требованием для вставных зажимов в этих отраслях применения является то, что сила вставки должна быть стабильной, контактное сопротивление должно быть небольшим и соответствовать определенному сроку службы и усталости. Поэтому требования к аппаратным осколочным материалам высоки. Это требует, чтобы дизайнеры продуктов имели определенный опыт в выборе структуры и материалов. Огражденные зажимы в основном используются для: питания, реле (особенно двухслойные зажимы), преобразователей частоты, лифтовой промышленности (меньше), кондиционирования воздуха.
Требования этой серии зажимов заключаются в том, что при нажатии винт имеет большой крутящий момент, расстояние между винтом и максимальным положением должно быть больше, чем диапазон максимального давления, зажим длины пальца не должен деформироваться при изгибе, винт обладает высокой коррозионной стойкостью.
(5) С введением системы сертификации 3C в Китае государство предъявляет более высокие требования к безопасности и электромагнитной совместимости электротехнических изделий. Соответствующие стандарты: gb16836 - 2003 "Общие требования к проектированию безопасности измерительных релейных защитных устройств", GB / t14598 3 - 1993 "Испытание изоляции электрических реле", JB / T 9568 - 2000 "Общие технические условия для реле, защиты и автоматики энергосистемы", международный стандарт iec60255 - 27 (CD: 2002) Требования к безопасности продукции для измерительных реле и защитных устройств. Проекты безопасности, связанные с gb16836 - 2003, включают в себя в основном: механические конструкции, защиту корпуса, изоляционную координацию, испытания на нагрев и пожаротушение, ударопрочность, знаки безопасности и инструкции по безопасности.
Безопасность механических конструкций требует, чтобы клеммы обеспечивали личную безопасность с точки зрения химии, конструкционных материалов и заряженных движущихся компонентов, таких как углы корпуса, заусенцы оборудования, прочность соединения компонентов и даже стабильность продукта в таких условиях, как движение. Все это требования электроэнергетической промышленности к конечной механической структуре.
2. Требования к защите корпуса в основном соответствуют уровню защиты, указанному в JB / T 9568 - 2000. Существуют две основные категории: степень защиты от твердых инородных тел и опасность, которую вода наносит оборудованию и продуктам.
Требования к изоляционному сотрудничеству в основном основаны на используемых материалах, рабочем напряжении и степени загрязнения окружающей среды для выбора электрического зазора и расстояния подъема, чтобы защитить рабочих и продукцию от повреждения изоляции продукта при перенапряжении.
В соответствии с требованиями индекса следов утечки, во время использования продукта, поверхность твердого изоляционного материала под действием электрического поля и электролита образует проводящий путь, снижает изоляционные свойства изоляционного материала оболочки, влияет на безопасность продукта. Если при том же уровне напряжения изоляции, когда индекс следов утечки выше, расстояние подъема продукта может быть уменьшено, если продукт входит в электроэнергетику, пожалуйста, обратите должное внимание.
5. Термопластический материал имеет требования к деформации в работе. Он в основном влияет на повышение температуры зажима во время работы и контактное сопротивление. Высокая температура, которую он вызывает, смягчает деформацию корпуса, что приводит к электрическому короткому замыканию и серьезным авариям. Поэтому выбор материала для клеммных несущих элементов очень важен.
6. Требования к удару электрическим током: Структурно, рабочий элемент не должен быть заряжен, внутренне соединенные зажимы не должны приближаться. Это в основном требование надежности крутящего момента винта, который должен предотвратить случайное ослабление и короткое замыкание проводов, к которым могут прикасаться винты и зажимы. В соответствии с требованиями к заземленным зажимам сопротивление заземления для продуктов безопасности первого уровня не должно превышать 0,5 Омега.
(6) Что касается пресс - форм, по крайней мере, в индустрии разъемов, почти все важные компоненты реализуются через пресс - формы, высокая эффективность, хорошая точность, удобство обслуживания. Основная поверхность зажима - это в основном пластиковая форма и аппаратная непрерывная форма. Что касается пластиковых форм, то в основном это касается дизайна. Во - первых, очень важен выбор профилей продукции. Он определяет конструкцию пресс - формы, а также конструкцию резинового входа и направление боковых стержней (большинство из которых могут быть четырехсторонними). Вторичная система плесени также является очень важным проектом. Что касается конструкции некоторых конструкций, которые будут зависеть от типа пластикового материала, однородность конструкции изоляционной оболочки повлияет на форму, плагины на передней и задней формах должны избегать обратной вставки. Это приведет к нормальному производству и внешнему виду формы. Мы должны рассмотреть процесс изготовления и обработки формы. Кроме того, процесс формования инъекционной машины. Этот эффект также важен: температура инъекции, время формования, сила блокировки, скорость инъекции и так далее.
(7) Другие производственные процессы, в том числе приборы, литье, термообработка и т. д. Вышеупомянутый процесс не только для понимания, но и для накопления опыта, своевременного обобщения, шаг за шагом. Поэтому в области исследований и разработок, значительно улучшить качество инженеров проекта продукта, увеличить систему управления ответственностью инженера проекта, является ключом к завершению разработки продукта.