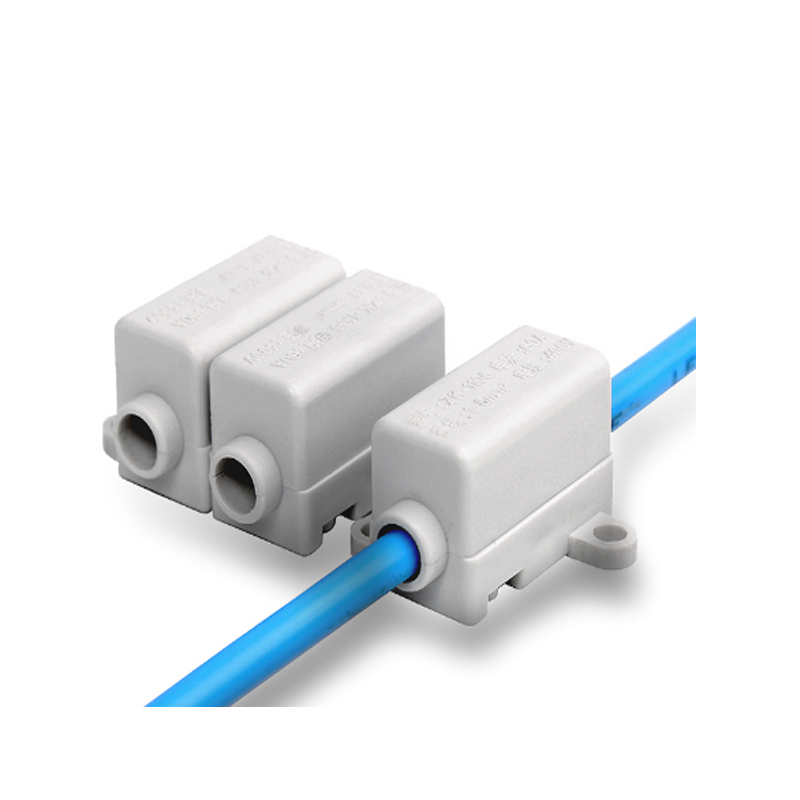
O que é o conector de fio de emenda rápida?
Como uma espécie de conector, Conector de Emenda , o terminal de fiação é um componente importante na indústria elétrica e desempenha um papel insubstituível e não negligenciável. Como engenheiros e técnicos começam com a inspeção da interface, ou seja, do terminal, durante a revisão , o projeto do terminal de fiação é particularmente importante.
O design do produto é um design abrangente que integra padrão de produto, material, estrutura, galvanoplastia, certificação, molde e processo de fabricação, e o terminal não é exceção.
(1) O padrão do produto desempenha uma ideologia orientadora geral e quase todas as considerações são baseadas nele. Nossos padrões de design de terminais estão inicialmente sujeitos a UL e CSA , mas alguns parâmetros elétricos também podem ser baseados em outros padrões, como testes de alta e baixa temperatura.
(2) A seleção dos materiais afeta diretamente o desempenho de todo o produto e é a chave para o design. Tomemos como exemplo os materiais plásticos: se o projeto for baseado no retardador de chama de UL94 e V-0, é necessário revisar cuidadosamente se os parâmetros técnicos de cada tabela de propriedades do material podem atender aos padrões do produto, como se a tensão de impacto testes de resistência e resistência ao envelhecimento podem ser aprovados. Em termos de materiais de hardware, a seleção de materiais de formação de comprimidos, principalmente TP, é particularmente importante, porque esta formação de comprimidos não deve apenas atender a uma certa condutividade (corrente), mas também ter uma certa elasticidade, que tem trouxe dificuldades aos nossos engenheiros na seleção de materiais, que é justamente a tendência perseguida pelos fabricantes de conectores em componentes elásticos, e muitos fabricantes de materiais de hardware estão se esforçando nesse sentido. A condutividade afeta diretamente o aumento da temperatura e a resistência de contato. A elasticidade está relacionada aos elementos químicos, módulo de elasticidade, dureza e resistência à tração do material. O módulo de elasticidade é calculado pela quarta fórmula teórica de resistência da mecânica dos materiais. Quanto maior a condutividade do material, menor será a resistência de contato e menor será o aumento de temperatura. A relação entre a força de entupimento e a resistência de contato é uma curva quadrática. A resistência de contato é dividida principalmente em resistência à compressão, resistência ao filme e resistência ao volume (a resistência do próprio condutor). Entre eles, a resistência do filme representa 70 ~ 80% da resistência total, que também é o principal fator que afeta a vida útil do conector. Devemos prestar toda a atenção a isso. Em comparação com o folheamento de ouro e o folheamento de prata, embora a condutividade da prata seja maior que a do ouro, sua estabilidade química não é tão boa quanto a do ouro e a resistência do filme resultante é muito maior do que o folheamento de ouro. Portanto, compreender a relação entre os itens acima é de importância orientadora para selecionarmos os materiais. É um pré-requisito para o design do produto.
(3) O desenho da estrutura do produto também é muito importante, que é totalmente empírico e não há atalhos. Nesse sentido, cada série possui características próprias, como anti-queda de parafusos, arco antes e depois dos produtos emendados, deformação de dígitos longos, deformação por encolhimento causada por espessura irregular da parede, etc. anti-queda de três barras, anti-queda da boca do aro e anti-queda da boca do pescoço . Devido à influência do processo técnico, a boca do pescoço não é muito utilizada, mas a maioria delas é utilizada. A realização da estrutura acima é baseada no material plástico PA66. Aqui é necessário explicar o anti-queda pescoço-boca. Tome o parafuso m3 como exemplo, e o diâmetro externo real do parafuso M3 é φ 2,90 mm, então o tamanho do pescoço do casco deve ser projetado em: φ 2,5 ~ φ 2,6. A espessura do pescoço do casco deve ser de 0,4 ~ 0,5 mm, e deve haver uma haste lisa menor que o pescoço do casco sob a cabeça do parafuso, de modo a garantir que o parafuso possa ser aparafusado na rosca suavemente. O processo de produção também deve ser ajustado em conformidade. Aqui está uma estatística e solução para os problemas estruturais de diversas séries de produtos.
1. A principal razão para a deformação dos dígitos longos da carteira de produtos emendados é que os dois falcões emendados estão desequilibrados na frente e atrás, para cima e para baixo, para a esquerda e para a direita devido à estrutura irracional. Conforme mostrado na figura, a direção de tensão e deformação do Falcon emendado deve ser considerada no projeto estrutural.
2. Nesse sentido, sugiro usar o pescoço para evitar que o parafuso caia, pois evita o problema causado pela precisão da tolerância da haste lisa do parafuso e do aro em comparação com o aro. Além disso, a estrutura é confiável e a tolerância é fácil de controlar.
3. Existem dois métodos para resolver o problema do teste de névoa salina de parafusos e peças de aço roscadas após galvanoplastia de acordo com o padrão de galvanoplastia de rosca da empresa em 2012 (o revestimento é limitado, mas a espessura de revestimento correspondente da rosca ainda precisa ser determinada ). No processo normal de galvanoplastia, existem dois métodos: selecionar o agente de vedação correto e usar o revestimento para galvanoplastia múltipla. Ambos os métodos visam cobrir os poros gerados pelo parafuso que não podem ser vistos a olho nu. O custo do revestimento múltiplo é alto , portanto o primeiro método é recomendado, e a chave desse método é estudar a fórmula do agente selante.
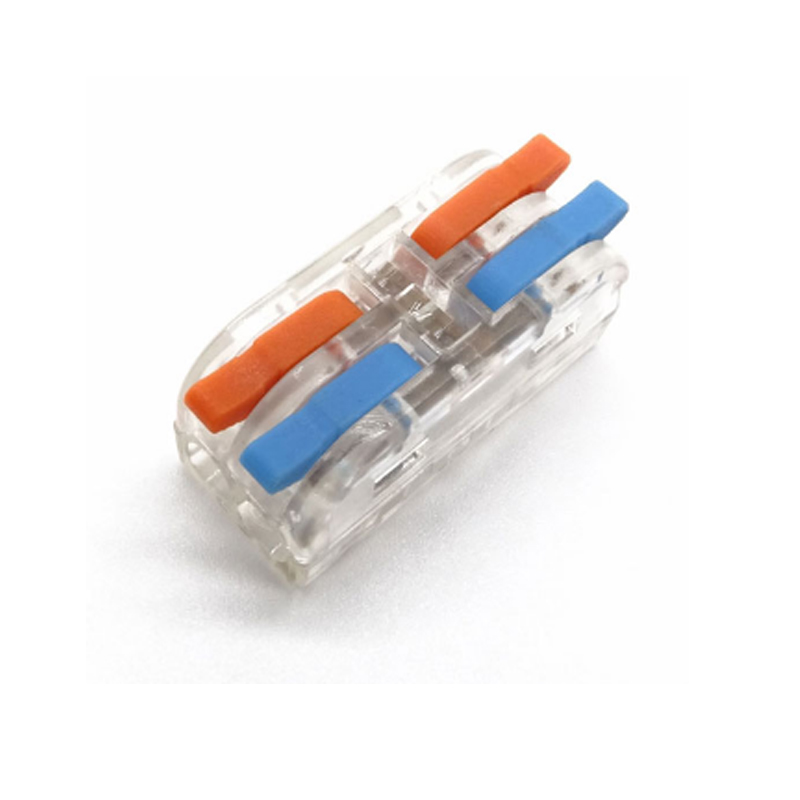
4. O problema da força do plug-in envolve muitos conteúdos. Está relacionado a materiais, galvanoplastia, estrutura e indústrias aplicadas . É um importante requisito de desempenho mecânico na indústria de conectores, especialmente para terminais plug-in. Em termos de força de encaixe, a seleção de materiais é limitada pela condutividade (corrente), resistência de contato e aumento de temperatura. Não será explicado em detalhes aqui. A galvanoplastia é afetada principalmente pelo tipo de revestimento e se ele é pré-revestido ou não .
De modo geral, sob o mesmo material e estrutura, o comprimido pré-revestido é mais estável na força de plug-in do que o primeiro comprimido de estampagem e depois de galvanoplastia, porque no processo de pós-galvanoplastia, os materiais de hardware são virtualmente endurecidos, e a primeira estampagem apenas elimina esse fenômeno. Em termos de estrutura, a principal consideração é o contato entre a placa de prensagem e a agulha guia. A maior parte do contato entre a agulha guia e a placa de pressão é o contato de linha, o que resulta na grande inserção repentina no momento da cooperação, e então torna-se repentinamente menor, o que dá aos clientes uma sensação muito instável no processo de uso e afeta seu vida de serviço. Se o contato entre a placa de pressão e a agulha guia for alterado para contato superficial em termos de estrutura, isso não apenas resolverá o problema da força de encaixe, mas também reduzirá a resistência de contato e o aumento de temperatura.
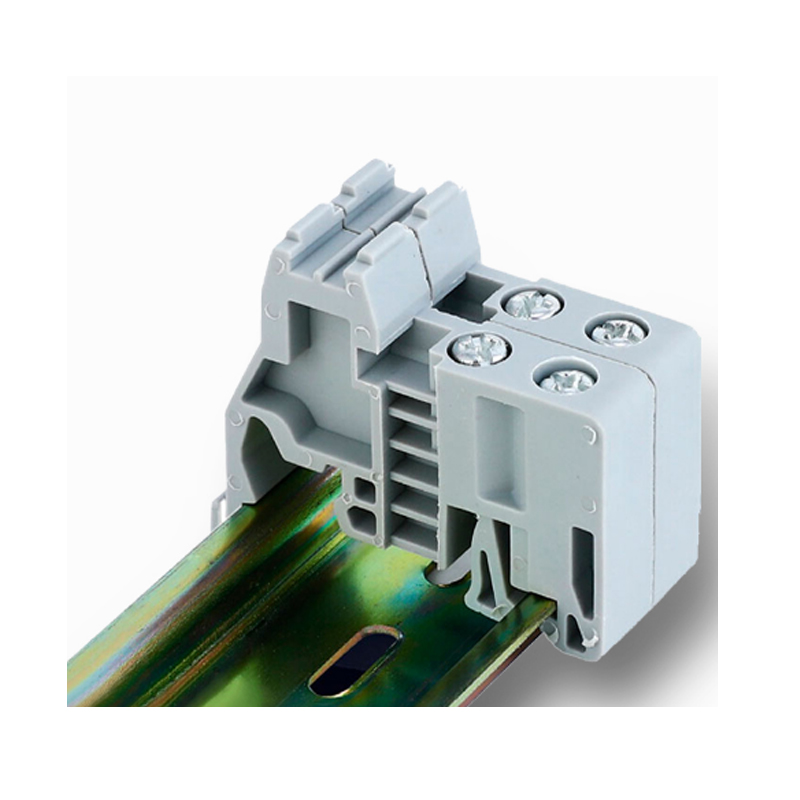
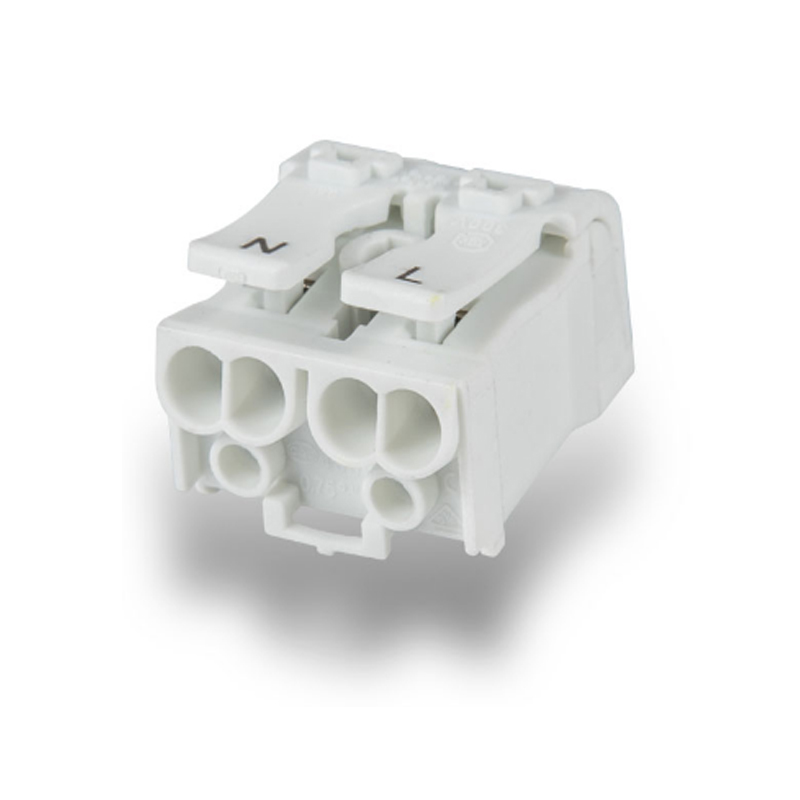
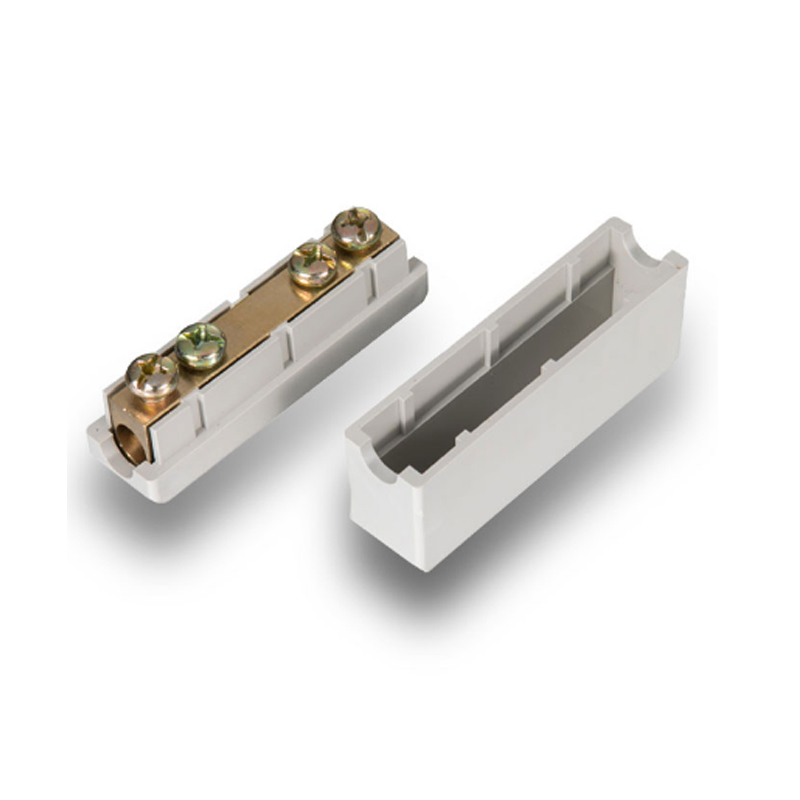
(4) Aplicação do produto: usado principalmente em iluminação, comunicação, segurança e outras indústrias. As indústrias de aplicação de terminais plug-in são as mais extensas, como conversão de frequência, anti-motim, painel CNC, controlador de controle de acesso, sensor, PLC, instrumento, fonte de alimentação e servo acionamento. Os requisitos comuns dessas indústrias de aplicação para terminais plug-in são: a força de plug-in deve ser estável, a resistência de contato deve ser pequena e deve atender a uma certa vida útil e fadiga. Portanto, os requisitos para materiais de estilhaços de hardware são altos. Isso exige que os designers de produtos tenham certa experiência em estrutura e seleção de materiais. Os terminais do tipo cerca são usados principalmente em: fonte de alimentação, relé (especialmente terminal de camada dupla), conversor de frequência, indústria de elevadores (menos), ar condicionado.
Os requisitos desta série de terminais são que o torque do parafuso seja alto durante a crimpagem, a distância do parafuso até a posição mais alta deve ser maior que a faixa máxima de crimpagem, os terminais com dígitos longos não devem apresentar deformação por empenamento e o a resistência à corrosão do parafuso é alta.
(5)com o início do sistema de certificação 3C da China, o estado apresentou requisitos mais elevados para a segurança e compatibilidade eletromagnética de produtos elétricos. As normas relevantes são: gb16836-2003 Requisitos gerais para o projeto de segurança de dispositivos de proteção de relés de medição, GB / t14598 3-1993 teste de isolamento de relés elétricos, JB / T 9568-2000 condições técnicas gerais para relés, proteção e dispositivos automáticos de energia sistema, padrão internacional iec60255-27 (CD: 2002) requisitos de segurança de produto para medição de relés e dispositivos de proteção. Os itens de segurança envolvidos no gb16836-2003 incluem principalmente: estrutura mecânica, proteção de casca, coordenação de isolamento, teste de aquecimento de fogo, anti-choque elétrico, sinais de segurança e instruções de segurança.
1. A segurança da estrutura mecânica exige que o terminal garanta a segurança pessoal em termos de química, materiais estruturais e peças móveis energizadas, como bordas e cantos da carcaça, rebarbas de hardware, resistência de conexão de várias peças e até mesmo a estabilidade do produto sob condições como movimento. Estes são os requisitos de estrutura mecânica para o terminal da indústria de energia.
2. Os requisitos de proteção do invólucro são principalmente as disposições sobre o grau de proteção em JB/T 9568-2000. É dividido principalmente em dois tipos: um é o grau de proteção de corpos estranhos sólidos e o outro é o dano causado pela água a equipamentos e produtos .
3. Os requisitos de coordenação de isolamento são principalmente para selecionar a folga elétrica e a distância de fuga de acordo com os materiais utilizados, tensão de trabalho e nível de poluição ambiental, de modo a proteger a segurança dos trabalhadores e produtos e evitar danos ao isolamento de produtos sob sobretensão.
4. De acordo com os requisitos do índice de rastreamento de vazamento, a superfície do material isolante sólido forma um caminho condutor sob a ação do campo elétrico e do eletrólito durante o uso do produto, o que reduz o desempenho de isolamento do material isolante do invólucro e afeta a segurança de o produto. Se a distância de fuga do produto puder ser reduzida quando o índice de rastreamento de vazamento for alto sob o mesmo nível de tensão de isolamento, se o produto entrar na indústria de energia, preste total atenção a ele.
5. Os materiais termoplásticos têm requisitos de deformação no trabalho. Afeta principalmente o aumento da temperatura e a resistência de contato do terminal durante o trabalho. A alta temperatura por ele causada ameniza a deformação da carcaça, resultando em curto-circuito elétrico e acidentes graves. Portanto, a seleção dos materiais dos componentes condutores de corrente do terminal é muito importante.
6. Requisitos anti-choque elétrico: em termos de estrutura, os elementos operacionais não devem estar carregados e os terminais conectados internamente não devem ser acessíveis . Este é principalmente o requisito para a confiabilidade do torque do parafuso, e o afrouxamento acidental e curto-circuito de parafusos e fios com terminais acessíveis devem ser evitados. Conforme exigido pelo terminal de aterramento, a resistência de aterramento dos produtos de segurança classe I não deve ser superior a 0,5 Ω .
(6) Em termos de molde, pelo menos na indústria de conectores, quase todas as peças importantes são realizadas através de molde , com alta eficiência, boa precisão e manutenção conveniente . A superfície principal do terminal é principalmente molde de plástico e molde contínuo de hardware. Em termos de molde de plástico, reside principalmente no design. Primeiro, a seleção da superfície de partição do produto é muito importante. Ele decide o projeto da estrutura do molde . Há também o projeto da entrada de borracha e a direção da extração do núcleo lateral (a maioria pode ter quatro lados). O sistema secundário do molde também é um item muito importante. Quanto ao projeto de algumas estruturas será afetado pelo tipo de material plástico, a uniformidade da estrutura do invólucro isolante terá impacto no molde, e as inserções no molde frontal e no molde traseiro devem evitar o fenômeno de inserção oposta, Como engenheiro de design de produto, se considerarmos apenas a função e o padrão do produto , isso levará à produção e aparência normais do molde. Devemos levar em consideração o processo de fabricação e processamento do molde . Além disso, o processo de moldagem da máquina de moldagem por injeção . O impacto deste aspecto também é muito importante: temperatura de injeção, tempo de moldagem, força de travamento do molde, velocidade de injeção, etc.
(7) Outros processos de fabricação, incluindo instrumentos, fundição, tratamento térmico, etc. O processo acima não serve apenas para compreender, mas também para acumular experiência, resumir no tempo e passo a passo. Portanto, em termos de P&D, melhorar significativamente a qualidade dos engenheiros de projetos de produtos e aumentar o sistema de gerenciamento de responsabilidade dos engenheiros de projetos é a chave para completar o desenvolvimento do produto.